



产地:河北
规格:DN25-Dn2000
公司所在地:河北沧州
电话:15031732111 ,18733000651

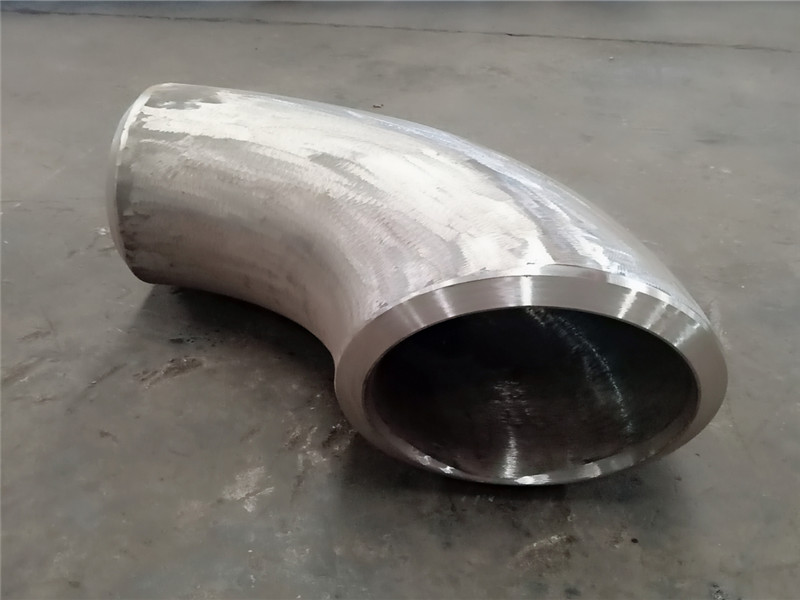
不锈钢无缝弯头生产厂家头的成型工艺介绍。碳钢弯头是一种由输送介质的弯头、高密度聚乙烯外套管以及弯头和外套管之间填充的聚氨酯硬泡碳钢层紧密结合而成,是一种高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋碳钢弯头。的详细信息张经理河北新闻资讯,记者(刘编辑)近日获悉,我公司盈耀管道生产厂家是盐山异径 管市场上最知名最值得信赖的一家异径管厂家,我公司生产的异径管远销全国各地,是客户心中最值得信赖的异径管供应商,在近几年的发展中,我公司积累了一批又一批的专业技工人员,从一个小作坊发展到今天的一家知名企业,拥有自己的专业异径管设备和自己的厂房,办公楼,我公司将在接再励,努力发展我们自己的事业,努力成为盐山异径管厂家中zui大的异径管生产厂家。 不锈钢无缝弯头厂家加工盈耀管业产品被广泛运用在石油/化工/电力等大型工程中,从未出现过质量问题,优良的产品是您身边的保证,完善的售后服务可免除您的后顾之忧,欢迎来电咨询洽谈.我们的产品质量好不好,您过来一看就知道,我们的生产实力强不强,您过来考察便知道。对焊弯头的加工是有特殊的工艺的,所以我们在加工对焊弯头的时候一定要注意,这样才能加工出来质量有保证的对焊弯头。对焊的生产率高、易于实现自动化,因而获得广泛应用。 在就是国标推制弯头的质量好,碳钢推制弯头这种成型工艺是现在弯头*主要的成型生产制作工艺,比如说大倍数的无缝弯头,二倍弯头或者是三倍弯头,以前都是中频成型的,现在都是推制成型的,中频成型价格比推制的弯头,推制的大倍数弯头价格高很多,质量还是一样的,所以碳钢推制弯头现在可以生产大倍数的弯头,价格便宜质量高,生产制作速度比中频成型快多了,*不好的就是推制不能推制弯管,也就是带直管段的弯头,但是中频可以,现在中频主要就是生产弯管,也就是两边带直管的弯头,叫做中频弯管,碳钢推制弯头有很多的优势。 不锈钢无缝弯头影响因素:推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。1)国标推制弯头原料的材质、壁厚和外径对碳钢推制弯头几何形状的影响火力发电行业常用碳钢推制弯头的材质有WB36、A335P22等。WB36的高温强度小于A335P22的高温强度,WB36的高温塑性小于A335P22的高温塑性,WB36的导热系数小于A335P22的导热系数。故在坯料外径、壁厚及芯棒头形状尺寸相同的情况下,WB36与模具的贴合性能小于A335P22。碳钢推制弯头需要正火+回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量为弯头理论壁厚的10%~20%。2)推进速度对碳钢推制弯头几何形状的影响推进速度作为一个重要的工艺参数,由液压系统流量调节直接控制。推进速度的确定原则是弯头内壁主压应力小于材料在此温度下的屈服极限,弯头外壁伸长率小于材料在此温度下的*伸长率。 弯头的成型工艺介绍。碳钢弯头是一种由输送介质的弯头、高密度聚乙烯外套管以及弯头和外套管之间填充的聚氨酯硬泡碳钢层紧密结合而成,是一种高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋碳钢弯头。将除锈防腐后的弯头套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充分填满弯头与聚乙烯套管之间的空隙,*终使弯头、套管、碳钢层形成一个牢固的整体,达到防腐碳钢的效果,碳钢弯头就是形成了。碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,*终成为碳钢弯头的根本工艺过程是:首先焊接一个横截面为多边形的多棱环壳或两端封锁的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐步变成圆,*终成为一个圆形环壳。依据需求,一个圆形环壳能够切割成4个90弯头或6个60弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5的任何规格大型弯头,是目前制造大型碳钢弯头的理想办法。 |